
南京南派科技有限公司
025-84542043
13585177764
铝合金熔深检测评估方法
来源:
|
作者:佚名
|
发布时间: 2025-08-04
|
637 次浏览
|
🔊 点击朗读正文
❚❚
▶
|
分享到:
铝合金熔深检测是焊接质量评估的重要环节,主要用于测量焊缝横截面中母材熔化的深度。以下是常见的操作方法及步骤:
一、检测前准备
样品制备
依次用粗砂纸(如80#→240#→400#→800#→1200#)逐级研磨横截面。
抛光至镜面效果(使用金刚石抛光膏或氧化铝悬浮液),避免划痕干扰观察。
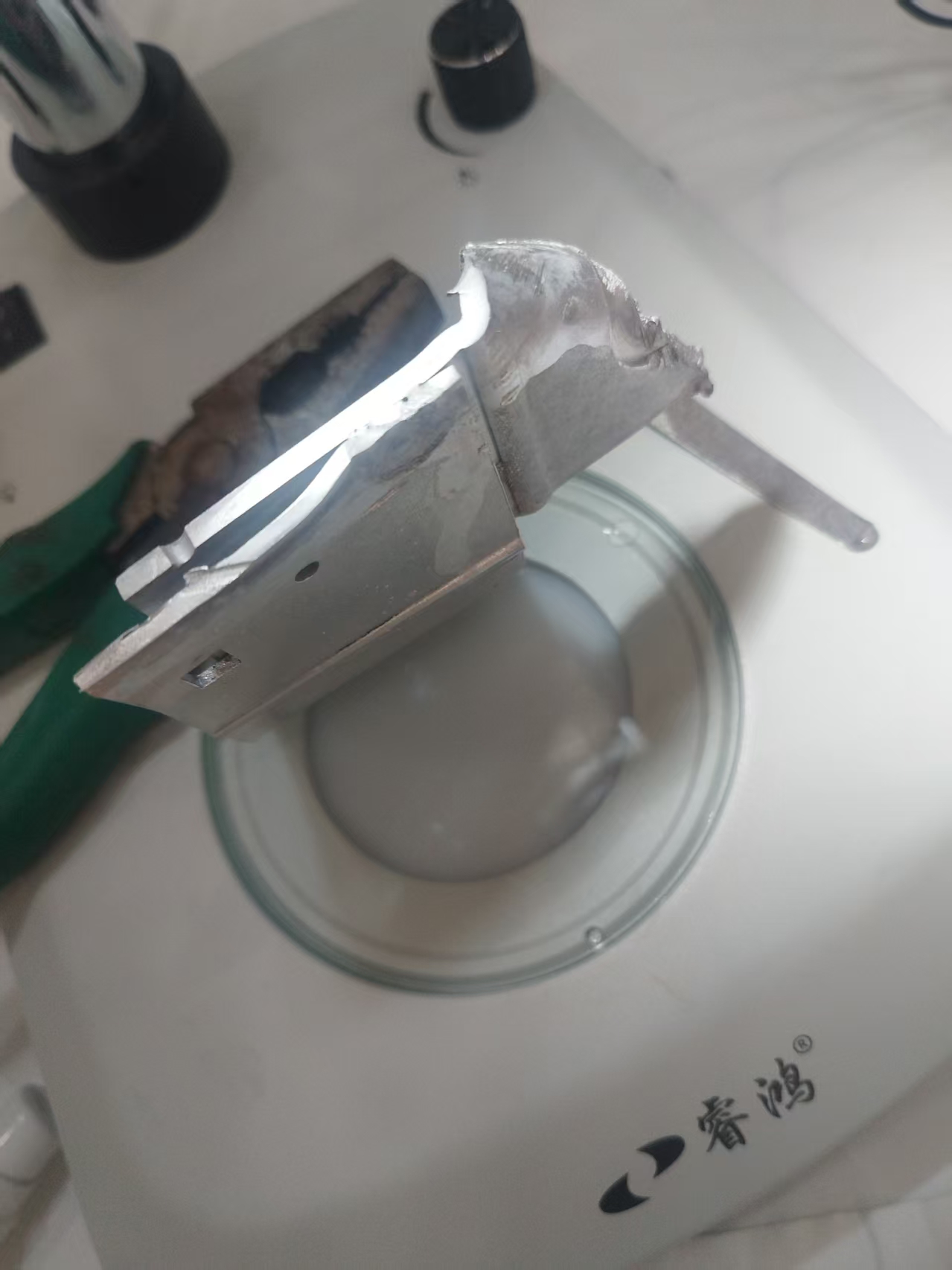
取样:在焊缝区域截取包含熔合区的代表性试样(通常用线切割或铣削,避免热影响区变形)。
镶嵌(可选):对小尺寸或不规则试样,用树脂镶嵌固定,便于后续研磨。
研磨抛光:
腐蚀显影(必要时)
10%~20%NaOH溶液,5-20分钟左右。
腐蚀后立即用清水和酒精清洗并干燥。
二、熔深测量方法
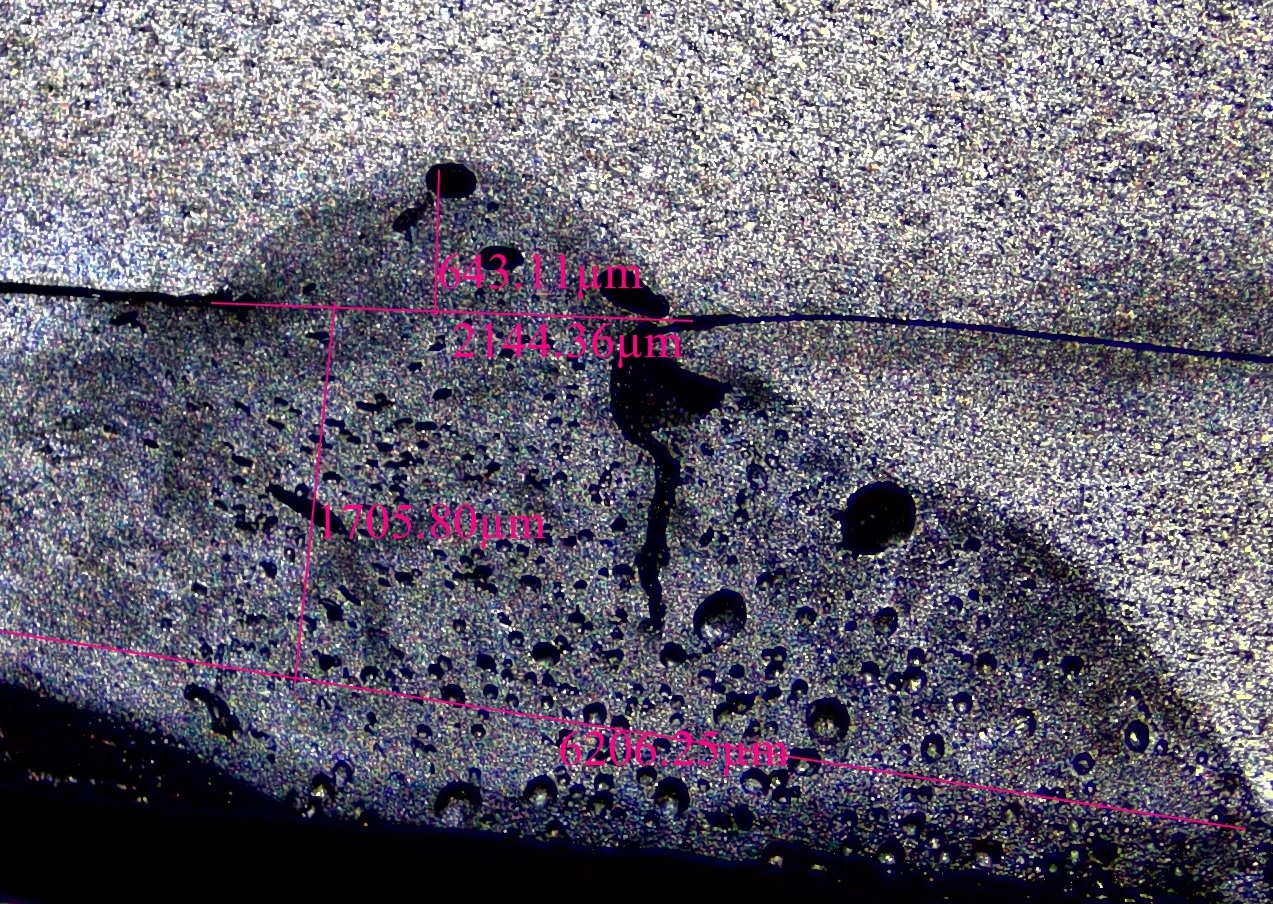
1. 宏观金相法(最常用)
工具:体视显微镜/光学显微镜(20×~50×)、测量软件(如ImageJ)或带标尺的目镜。
步骤:
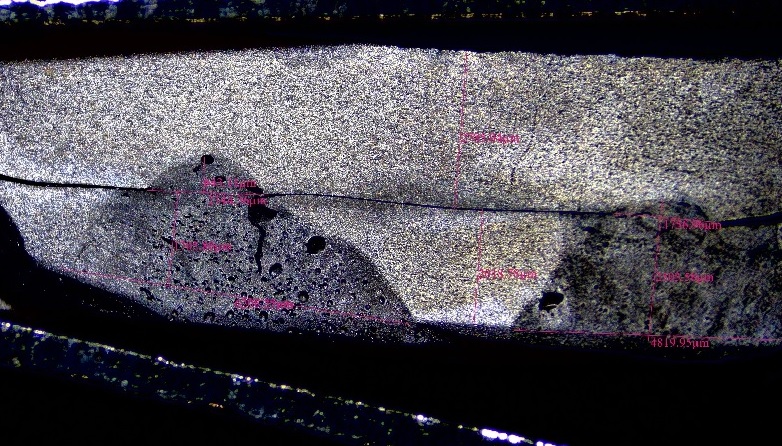
将试样置于显微镜下,找到熔合区(母材与焊缝的边界)。
测量从焊缝表面到熔合线最深处的垂直距离(如图)。
多次测量取平均值(尤其对不规则熔深)。
截面选择:确保切割面垂直于焊缝,避免倾斜导致测量误差。
熔合线识别:铝合金熔合线可能不明显,腐蚀需适度(过腐蚀会模糊边界)。
测量精度:建议使用数字化测量工具,人工读数误差控制在±0.1mm内。
标准依据:参照相关标准(如ISO 17639、GB/T 26955)判定合格范围。
四、数据记录与报告
记录熔深最大值、最小值、平均值及位置。
附上清晰的金相照片(标注测量位置和尺寸)。
对比工艺要求(如激光焊熔深需≥板厚的30%等)。
常见问题
Q:熔深不足?
A:检查焊接参数(电流、速度、保护气体)或表面清洁度(氧化膜未去除)。Q:熔合线模糊?
A:尝试调整腐蚀时间或更换腐蚀剂(如改用混合酸)。
通过规范操作和多次验证,可确保铝合金熔深检测的准确性,为焊接工艺优化提供可靠依据。
Keller试剂如何使用,有啥注意事项
显微镜使用
